GAP Control.
Marca

Um método fiável de medir o contato entre a cabeça do parafuso e a superfície da peça.
Às vezes, não é suficiente verificar o torque e o ângulo de torque para eliminar as conexões defeituosas. Para estes casos, a STÖGER AUTOMATION desenvolveu o método de medição GAP Control. Possíveis fontes de conexões defeituosas podem ser rebarbas na rosca ou na peça, tolerâncias de medição ou fabricação das roscas, altura da peça de trabalho ou atrito na rosca, por exemplo. Quando parafusos auto-roscantes são usados em peças de metal fundido, essas possíveis fontes de erro podem ser facilmente adicionadas e não podem ser monitorizadas adequadamente com métodos indiretos de medição.
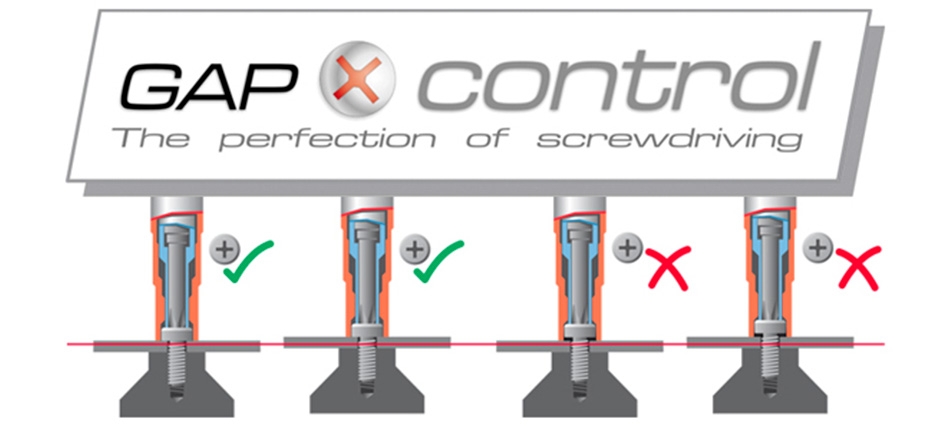
GAP Control é um sistema que mede se a cabeça do parafuso realmente tem contato com a superfície da peça. Esta técnica verifica não apenas o torque e o ângulo de torque, mas também a altura da cabeça do parafuso. Depois de apertar o parafuso, mede-se a distância entre a superfície da peça e a cabeça do parafuso. Ao comparar esses valores, qualquer lacuna entre a cabeça do parafuso e a superfície é detetada e a peça NIO pode ser removida. Combinando ambos os métodos de teste, a probabilidade de erros é praticamente eliminada.
Por quê GAP Contol?
. Torque atingido, ângulo atingido.
Mas a cabeça do parafuso está realmente em contacto com a peça?
. Apenas o "GAP control" dá-lhe a resposta correta!
FACTORES DE ERRO PARA OS PARAFUSOS
. As rebarbas sobre a rosca do parafuso ou da peça
. Medidas/tolerância de fabricação nas roscas
. Tolerâncias na altura do componente
FUNCIONAMENTO
A juntar à deteção do torque e ângulo standard, o processo de controlo novo "GAP control" avalia a altura da cabeça do parafuso e, individualmente, calcula a profundidade em relação ao nível da peça.
CÁLCULO DO CONTACTO DA CABEÇA
A nova dimensão no acesso à montagem aparafusada!
. Em combinação com um processo de aparafusamento controlado de torque-ângulo, a taxa de erro é minimizada.
. Medindo a altura da peça, elimina a última fonte de erro.
VANTAGENS
. A fiabilidade documentada é conseguida através da medição direta do contacto da cabeça do parafuso com a peça.
. Em combinação com um processo de aparafusamento controlado, a probabilidade de erro é quase zero!