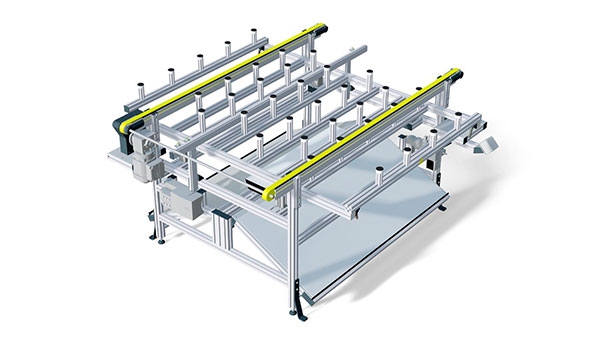
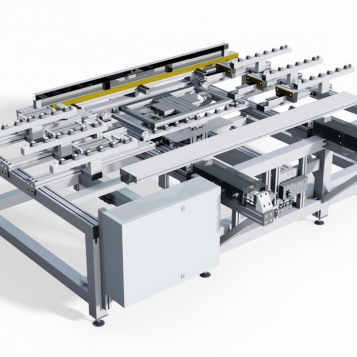
Infeed belt Flasher:
Transfer of the module from the previous station, provision for the flasher route.
Middle belt Flasher:
Takeover of the module from the previous station, provision for flasher. The laminates are always transported forward into the flasher with a fixed reference position. The alignment is done on the infeed belt. The position of the laminate (in the conveying direction) for the performance test is always centered in the flasher. Since modules with frames also have to be checked, positioning starts from the edge. When the module is retracted, the module edge is detected by a sensor. The module is then transported on the conveyor by an adjustable path. When the module is positioned, the connection cables must be inserted by the operator into the connection box of the measuring computer. Automatic contacting is possible with the appropriate socket.
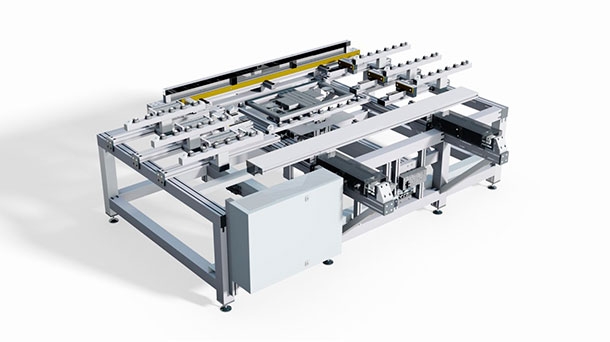
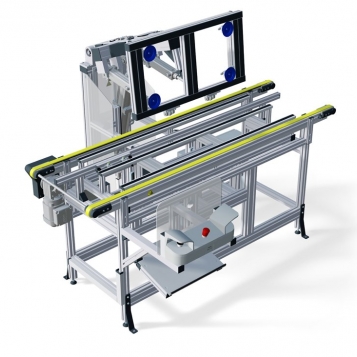
Outfeed belt Flasher:
Provision of the module for removal from the back end.
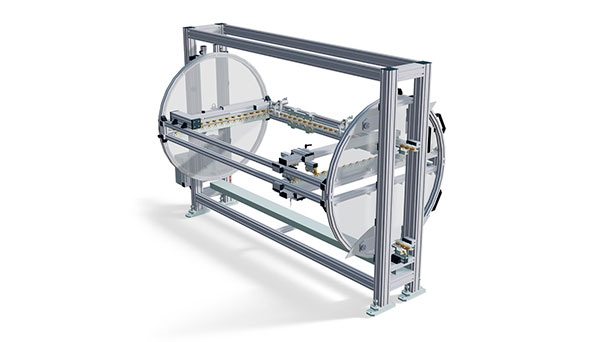
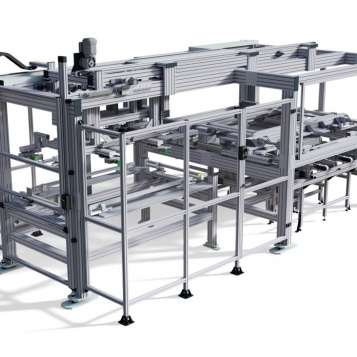
Flasher tower:
Consisting of its MiniTec aluminium profile construction with chipboards recessed in the grooves.
The inside of the tower is matt black according to the special requirements of the respective measuring system manufacturers. The panels inside the tower are also manufactured according to the measuring system manufacturer's specifications. The upper part of the tower is accessible for maintenance purposes.